
山东力建数控设备有限公司
联系人:李洪生
电话:0531-87512217
电话:0531-87511007
手机:18615696735
微信号:lj18615696735
邮箱:qcsk007@163.com
网址:www.lijiancnc.com
传真:0531-87506377
地址:济南市长清区经十西路9566号平安集团工业园
来源:力建数控母线机、母线加工机、铜排加工机、母排加工机生产厂家 责任编辑:01顾问
冲孔单元是操作母线加工机的一个重要环节,首先,班前给各运动部位需涂润滑油,上下午各一次。在冲孔加工中,应确保加工材料保持水平。进行冲孔加工时,必须选用配套的模具,切忌不要将不同内径的上下模具混装,在加工长圆孔时一定要使上下模方向一致,否则将损坏模具。模具更换方法具体如下:
(1)首先将定位指针取下,松开固定工作冲孔位的定位销。
(2)上模更换:首先将需要更换的模位旋转到方便更换模具的位置,松开退料体上的紧固螺钉,取下退料体。将上模整体取下(带复位弹簧等),进行冲头更换。更换时先将母旋转取下,在将复位弹簧拿掉,松开压杆,将冲头在导套里取出。按照相反的步骤将需要更换的冲头安装好。
(3)下模更换:松开紧固下模的螺钉,抽出下模。可进行下模的安装或更换工作。
(4)对非圆孔(长圆孔、方孔、切圆角等)注意不能装错方向,切记将上下模板上的紧固螺钉拧紧,否则会损坏模具。
(5)压花模具:出厂时已经定位完成,无需调整。
特别注意:更换模具时一定要关闭设备总电源,以免操作造成人身伤害;模具更换一定要保持清洁;在冲孔作业过程中需经常检查,紧固手轮,以防松动,造成偏冲,损坏模具。
模具更换完毕即可进行冲孔作业,将材料放在工作台上,插入定位指针,移动材料对好样冲眼。冲孔作业同一批相同规格的材料可采用标尺滑块和尺子相配合,不用打样冲眼,能高效率的完成冲孔工作。
打开电源开关,踩一下脚踏开关,该单元油泵启动。再踩下冲孔单元脚踏开关,冲头将前进,在前进过程中松开脚踏开关,冲头停止运行。再次踏下脚踏开关,冲头将继续前进,当接近限位开关时,冲头将自动返回上止点。过程中需要冲头返回时,按下相应的手动后退按钮,冲头将退回,松开后退按钮,冲头将停止后退。

如果您对以上数控母线加工机、数控母排加工机、数控铜排加工机感兴趣或有疑问,请点击官网www.jnlijian.com或www.lijiancnc.com在线客服,或致电:0531-87512217,力建数控——创新发展、专业生产、专注母线加工机设备十余年。

相关产品:
数控母线加工机:http://www.lijiancnc.com/product/cpfl100/
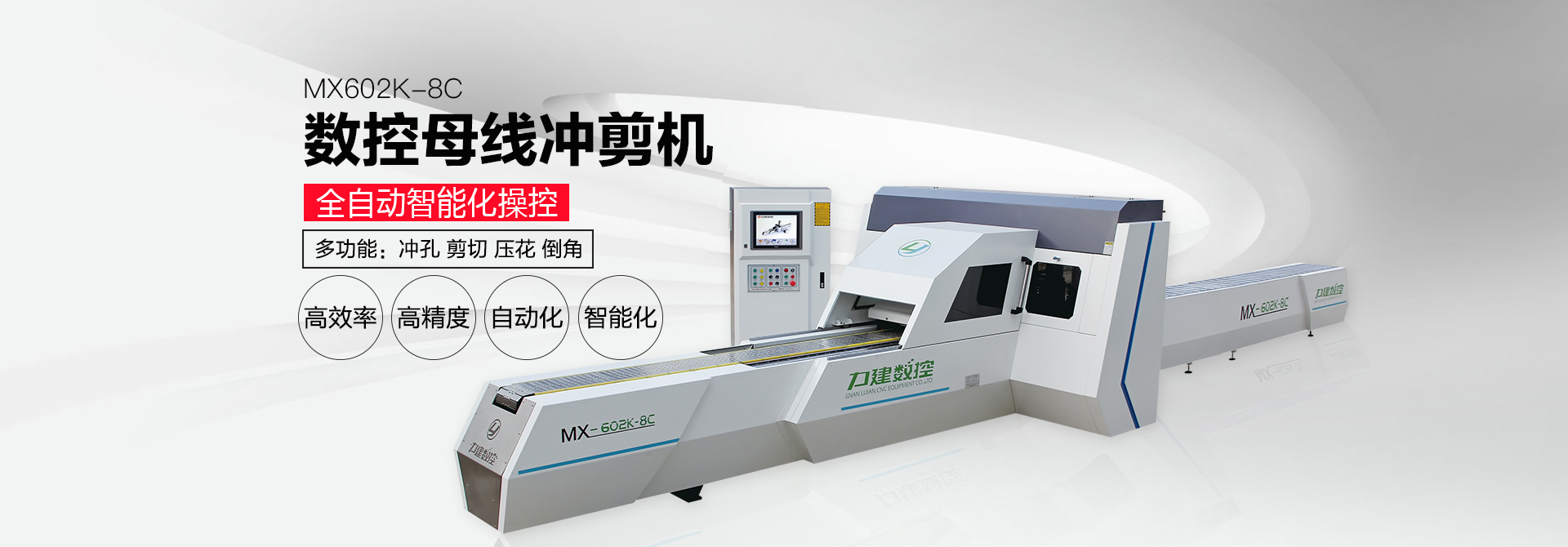
数控母线冲剪机:http://www.lijiancnc.com/product/cpfly0c5/
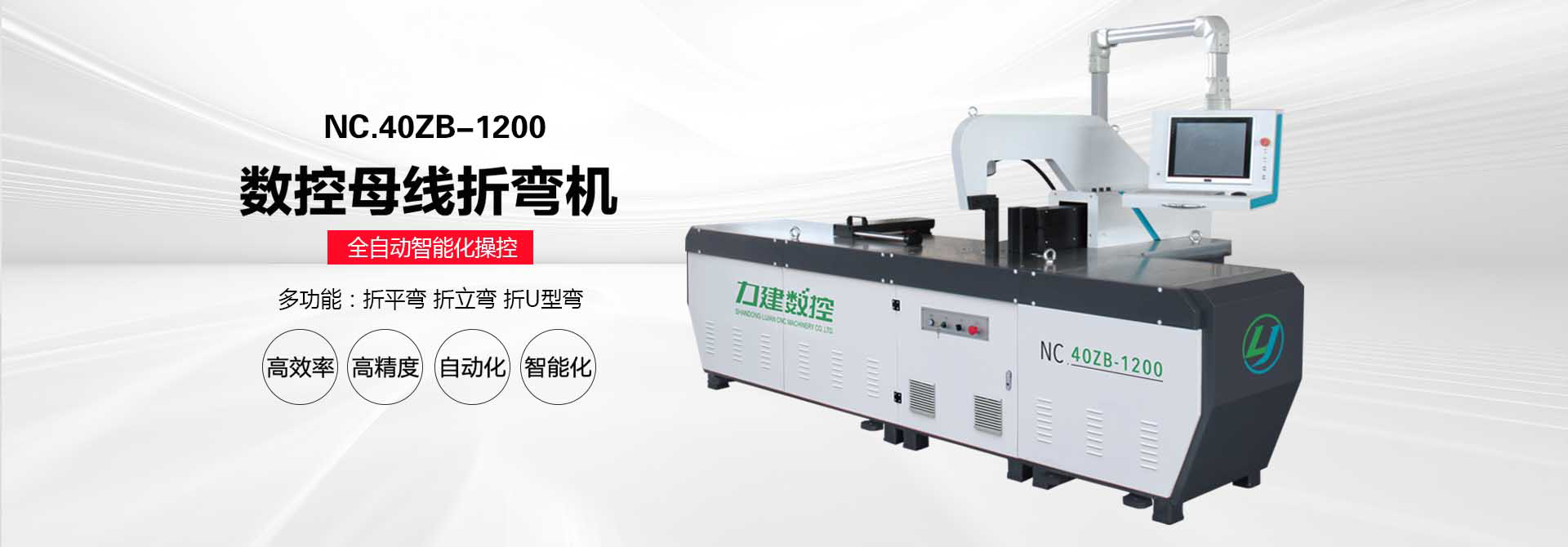
数控母线折弯机:http://www.lijiancnc.com/product/cpfle872/
母线槽加工中心:http://www.lijiancnc.com/product/cpflsdab/

山东力建数控设备有限公司
电话:0531-87512217 传真:0531-87506377
网址:www.lijiancnc.com 邮箱:qcsk007@163.com
地址:济南市长清区经十西路9566号平安工业园
版权所有山东力建数控设备有限公司 ICP:鲁ICP备15021677号-1
400-676-2217
18615696735